无菌注射剂智能工厂设计与应用探索 信息系统集成服务赋能产业升级
随着医药行业对药品质量、生产效率及合规性要求的日益提升,无菌注射剂生产正迎来深刻的智能化转型。智能工厂的建设,不仅是先进硬件设备的引入,更是以信息系统深度集成为核心的全面革新。本文将探讨无菌注射剂智能工厂的设计理念,并聚焦于信息系统集成服务在其中扮演的关键角色及其应用价值。
一、无菌注射剂智能工厂的核心设计理念
无菌注射剂智能工厂的设计,旨在构建一个高度自动化、信息化、柔性化且全程可追溯的现代化生产体系。其核心目标是在确保最高等级无菌保障(遵循cGMP、FDA及EMA等国际高标准)的前提下,实现生产过程的精准控制、效率提升与成本优化。设计需涵盖从原辅料入库、称量配料、药液配制、过滤除菌、灌装封口、灭菌检漏、灯检包装到仓储物流的全链条。关键设计要素包括:
- 无菌屏障与隔离技术:广泛采用隔离器、RABS等先进设备,最大限度减少人为干预,保障A级洁净环境。
- 连续化与模块化生产:探索从间歇式生产向连续生产的转型,采用模块化设计增强生产线的灵活性与可扩展性。
- 全过程质量控制:将质量源于设计的理念贯穿始终,在生产各关键节点嵌入在线监测与控制点。
二、信息系统集成服务:智能工厂的“神经中枢”
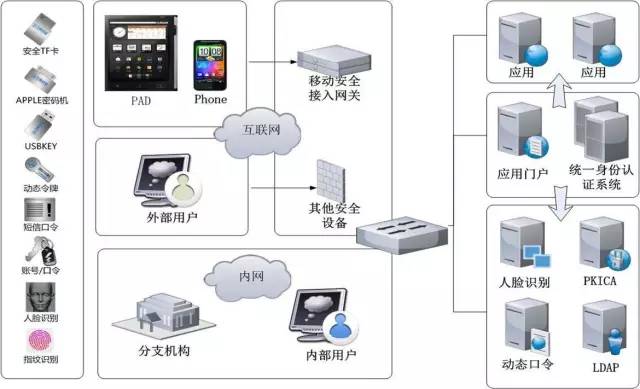
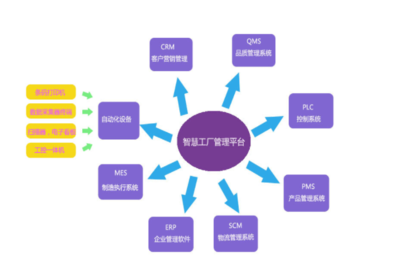
实现上述设计理念,离不开强大而高效的信息系统集成服务。它并非简单堆砌多个独立软件,而是通过统一的平台和数据标准,将工厂内外的各类信息系统、自动化设备、传感器网络有机连接,实现数据流、控制流与业务流的无缝协同。
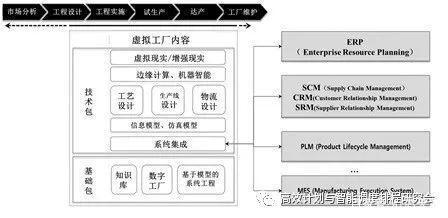
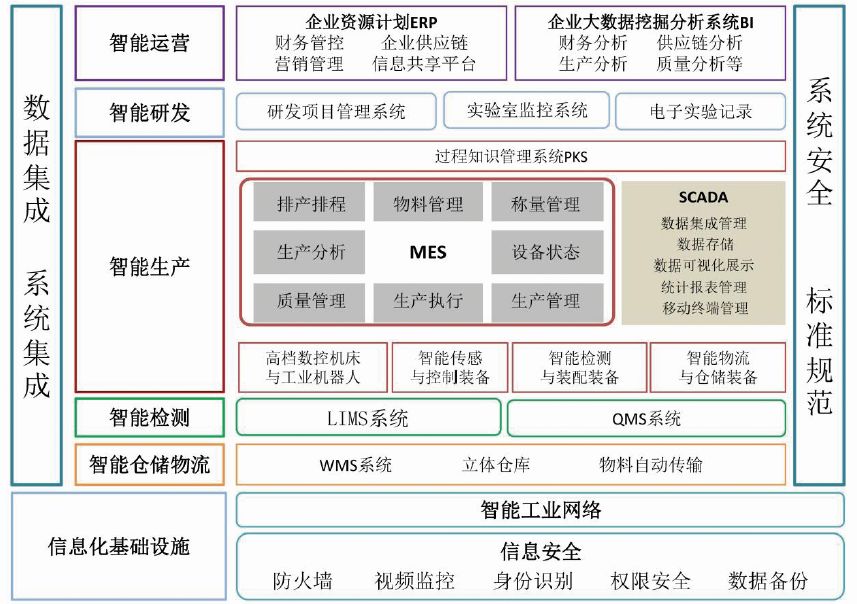
其集成架构通常涵盖以下层次:
- 设备层集成:通过OPC UA、工业以太网等协议,连接生产线上的PLC、SCADA、智能传感器、机器人、AGV等,实时采集设备运行参数、工艺数据与环境数据。
- 监控与运营层集成:构建制造执行系统作为核心枢纽。MES系统接收来自ERP的生产计划,并向下分解为详细的工单指令,驱动设备执行。它实时汇聚生产数据,管理物料追溯、电子批记录、设备状态、人员操作,并与实验室信息管理系统进行双向数据交换,确保质量检验数据及时反馈并指导生产。
- 企业与管理层集成:MES与ERP系统深度集成,实现生产计划与供应链、财务、销售的高效联动。集成可能延伸至产品生命周期管理、客户关系管理及供应商关系管理等系统,形成端到端的数字化价值链。
- 数据平台与智能应用层:基于工业互联网平台或数据湖,汇聚全厂多源异构数据。利用大数据分析、人工智能与机器学习技术,开发高级应用,如:
- 预测性维护:分析设备振动、温度等数据,预测故障,减少非计划停机。
- 工艺优化:基于历史批数据,建立关键工艺参数的数字孪生模型,寻找最优生产参数,提升产品收率与均一性。
- 质量预测:关联生产过程中的多变量数据与最终产品质量指标,实现质量的实时预测与主动干预。
- 全程追溯:实现从原材料到成品的正向、反向双向精准追溯,极大提升召回效率与合规审计能力。
三、应用价值与挑战
应用价值:
质量与合规:通过自动化、数字化减少人为差错,电子批记录确保数据完整性,满足法规对数据可靠性的严苛要求,显著提升产品质量与合规水平。
效率与成本:优化生产排程,减少换线时间,提高设备综合效率,降低能耗与物料损耗,实现降本增效。
柔性化与敏捷性:能够快速响应小批量、多品种的市场需求,支持新产品的快速上市。
决策智能化:为管理者提供实时、可视化的生产全景视图和基于数据的决策支持。
面临挑战:
初期投资巨大:软硬件投入及系统集成成本高昂。
技术复杂度高:需要精通制药工艺、自动化与信息技术的复合型人才。
数据安全与合规风险:需建立完善的数据安全和网络防护体系,并满足数据完整性要求。
组织与文化变革:需要跨部门协同,并推动员工适应新的工作模式。
四、结论与展望
无菌注射剂智能工厂的建设是一项系统工程,而先进的信息系统集成服务是成功落地的关键使能技术。通过构建横向到边、纵向到底的集成化数字平台,企业能够打通信息孤岛,释放数据价值,最终实现安全、高效、高质量与可持续的智能生产。随着5G、数字孪生、AI等技术的进一步成熟与融合,无菌注射剂智能工厂将向着更加自适应、自优化的“智慧工厂”迈进,持续为保障公众用药安全和推动产业升级贡献力量。
如若转载,请注明出处:http://www.huzhik.com/product/11.html
更新时间:2026-05-24 17:55:31